

Eng Sprëtzgussmaschinn fir Plastik transforméiert réie Plastik effizient a präzis, komplex Formen. Dëse Prozess bitt bemierkenswäert Virdeeler:
- Produktioun vu komplizéierten Deeler mat héijer Dimensiounsgenauegkeet.
- Konsequent Qualitéit a Widderhuelbarkeet liwweren.
- Reduktioun vun de Produktiounskäschten an der Groussproduktioun.
Fortgeschratt Designen, wéi zum Beispill d'Schrauf-Sprëtzgussmaschinn anSchrauftyp Sprëtzgussmaschinn, de Materialfluss verbesseren an d'Leeschtung optimiséieren. Zousätzlech denDuebel Barrel SprëtzgussmaschinnanSchrauf Sprëtzgussmaschinnd'Effizienz an d'Produktioun am Produktiounsprozess weider ze verbesseren.
Sprëtzeenheet an enger Schraufsprëtzgussmaschinn
D'Injektiounseenheet an enger Schraufsprëtzgussmaschinn spillt eng zentral Roll bei der Transformatioun vu réie Plastikpellets an e geschmoltenen Zoustand an der Injektioun an d'Form. Dës Eenheet besteet aus dräi Haaptkomponenten: dem Trichter, dem Fass an dem Schraufmechanismus. All Deel dréit zur Effizienz a Präzisioun vum Gußgussprozess bäi.
Hopper
Den Trichter déngt als Entrée fir réi Plastikmaterialien. En hält d'Plastikpellets a fiddert se an de Fass fir weider Veraarbechtung. Modern Trichter enthalen dacks Funktiounen ewéi Materialtrocknungssystemer fir d'Fiichtegkeet aus de Pellets ze entfernen an eng optimal Schmelzqualitéit ze garantéieren. Duerch eng konsequent Materialversuergung ënnerstëtzt den Trichter onënnerbrach Produktiounszyklen an der Schraufsprëtzgussmaschinn.
Fass
De Fass ass eng zylindresch Kammer, an där de Schraufmechanismus läit. Hie erhëtzt d'Plastikpellets mat Hëllef vu verschiddenen Heizzonen op hire Schmelzpunkt. Dës Zonen - typescherweis opgedeelt an Zouführung, Heck, Mëtt a Front - erlaben eng präzis Temperaturkontroll, wat entscheedend ass fir eng eenheetlech Schmelzqualitéit z'erreechen. Déi korrekt Temperaturverdeelung am Fass verhënnert Problemer wéi Verformung, Dimensiounsongnauegkeeten a Materialverschlechterung. Dës grëndlech Kontroll garantéiert, datt d'Schraufsprëtzgussmaschinn eng konsequent héichqualitativ Leeschtung liwwert.
- Déi richteg Temperaturen an der Fasszon si wesentlech fir effiziente Betrib.
- Falsch Astellunge kënnen zu Mängel am fäerdege Produkt féieren.
- Fortgeschratt Designen verbesseren d'Energieeffizienz a reduzéieren d'Betribskäschten.
Schraufmechanismus
De Schraufmechanismus ass d'Häerz vun der Injektiounseenheet. E rotéiert am Laf, vermëscht a schmëlzt d'Plastikpellets, während en dat geschmollte Material no vir dréckt. Den Design vun der Schrauf beaflosst de Schmelz- an Injektiounsprozess wesentlech. Zum Beispill, stationärSchraufdesignend'Plastifikatioun verbesseren andeems se eng konsequent Schéierbelaaschtung a Schossvolumen garantéieren. Zousätzlech suergen Funktiounen wéi Poppetventiller fir eng präzis Kontroll andeems se direkt ofschalten wann d'Schrauf stoppt.
Bei vollelektresche Schraufsprëtzgussmaschinne bitt de Schraufmechanismus eng ongehéiert Kontroll iwwer Geschwindegkeet, Drock a Positionéierung. Dës Präzisioun miniméiert Variatiounen tëscht Zyklen a garantéiert konsequent Fëllraten a Sprëtzgréissten. Dës Fortschrëtter verbesseren net nëmmen d'Schmelzqualitéit, mä och d'Gesamteffizienz vum Sprëtzgussprozess.
- Automatiséierung an d'Integratioun vu Roboter erhéijen d'Produktioun weider.
- Energieeffizient Schrauwendesignen droen zu Käschtenerspuernisser bäi.
- Nohaltege Materialverbrauch entsprécht modernen Produktiounspraktiken.
D'Injektiounseenheet an enger Schraufsprëtzgussmaschinn ass e Beispill fir d'Synergie tëscht fortgeschrattener Ingenieurskonscht a Präzisiounskontroll. Seng Komponenten schaffen nahtlos zesummen, fir eng héichqualitativ, effizient a zouverlässeg Produktioun ze liwweren.
Spann- a Formunitéiten

D'Spann- an d'Formunitéite si wichteg Komponenten vun enger Sprëtzgussmaschinn fir Plastik. Si suergen dofir, datt d'Form während dem Sprëtzprozess sécher zou bleift an erliichteren d'Bildung vu präzisen, héichqualitativen Deeler. Dës Eenheete bestinn aus der Form, de Platen an dem Motorundriff, déi all eng spezifesch Roll am Sprëtzgussprozess spillen.
Schimmel
D'Form déngt als Kavitéit, wou geschmollte Plastik Form unhëlt. Säin Design beaflosst direkt d'Qualitéit an d'Konsistenz vum Endprodukt.Best Practices am FormdesignBetonung vun enger eenheetlecher Wanddicke fir Mängel wéi Verformung a Spueren beim Ofkille ze vermeiden. Gläichméisseg Iwwergäng tëscht verschiddenen Dicken, déi duerch Fasen oder Fileten erreecht ginn, verbesseren d'strukturell Integritéit weider.
- Eng richteg Wanddicke vermeit kosmetesch Mängel wéi Verzerrung a Verzinken.
- D'strukturell Stäerkt kann duerch Rippen a Knäl verbessert ginn, amplaz d'Déckt ze erhéijen.
- DOE-Techniken (Design of Experiments) hëllefen, Mängel fréi z'identifizéieren a garantéieren optimal Leeschtung a Zouverlässegkeet.
An enger Schraufformsprëtzgussmaschinn garantéiert d'Prezisioun vun der Form, datt komplizéiert Designen an eng enk Toleranzen erreechbar sinn. Dës Fäegkeet mécht se ideal fir d'Produktioun vu komplexen Deeler mat konsequenter Qualitéit.
Placken
D'Placke sinn déi grouss, flaach Placken, déi d'Form op der Plaz halen an d'Spannkraaft gläichméisseg verdeelen. Hiren Design a strukturell Integritéit si wichteg fir d'Ausriichtung vun der Form ze erhalen an en eenheetleche Drock während dem Sprëtzprozess ze garantéieren. Schlëssel technesch Parameteren, déi d'Effizienz vun der D'Placke beaflossen, sinn d'Gewiichtsschlag, d'Droekapazitéit an d'strukturell Optimiséierung.
| Parameter | Impakt op d'Formausrichtung |
|---|---|
| Gewiichtsauswierkung | Maacht bal 70% vum Gesamtgewiicht vun der Maschinn aus, wat d'Stabilitéit an d'Ausriichtung beaflosst. |
| Wirtschaftlech Bedeitung | D'Optimiséierung vum Design reduzéiert de Rohmaterialverbrauch a verbessert d'Käschteeffizienz. |
| Auswierkunge vun der Leeschtung | Garantéiert eng korrekt Ausriichtung vun der Form an eng gläichméisseg Drockverdeelung, wat entscheedend ass fir eng héichqualitativ Produktioun. |
| Strukturell Optimiséierung | Verbessert Gréisst, Form a Materialverdeelung fir eng besser Ausriichtung. |
| Tragkapazitéit | Verbessert d'Haltbarkeet an ënnerstëtzt d'Ausriichtung vun der Form ënner operationelle Belaaschtungen. |
An enger Schraufsprëtzgussmaschinn droen d'Placken dozou bäi, datt d'Maschinn Deeler mat héijer Dimensiounsgenauegkeet produzéiere kann. Hire robuste Design garantéiert Haltbarkeet a konsequent Leeschtung, och bei héije Spannkräften.
Motorundriff
De Motorundriff bedreift de Spannmechanismus, wouduerch d'Form präzis op- a zougoe kann. Hie spillt eng entscheedend Roll fir d'Geschwindegkeet an d'Genauegkeet vum Spannprozess ze erhalen.Modern Motorundriff, besonnesch a voll elektresche Maschinnen, bidden eng verbessert Kontroll iwwer d'Spannkraaft an d'Positionéierung. Dës Präzisioun miniméiert de Verschleiss vun der Form a reduzéiert d'Zykluszäiten, wouduerch d'Gesamteffizienz verbessert gëtt.
Energieeffizient Motorundriff droen och zu Käschtenerspuernisser a Nohaltegkeet bäi. Duerch d'Optimiséierung vum Stroumverbrauch gi se mat modernen Produktiounspraktiken iwwereneestëmmt, déi d'Ëmweltverantwortung prioritär behandelen. An enger Schraufsprëtzgussmaschinn garantéiert de Motorundriff e reibungslosen Operatioun a ënnerstëtzt d'Produktioun mat héijer Geschwindegkeet ouni Kompromësser bei der Qualitéit.
Tipp:Reegelméisseg Ënnerhalt vum Motorundriff kann seng Liewensdauer verlängeren an onerwaart Ausfäll verhënneren, wouduerch eng onënnerbrach Produktioun garantéiert gëtt.
D'Spann- an d'Formunitéite exemplifizéieren d'Synergie tëscht Ingenieurswiesen a Präzisioun a Plastiksprëtzgussmaschinnen. Hiren Design a Funktionalitéit beaflossen direkt d'Fäegkeet vun der Maschinn, héichqualitativ Deeler effizient an zouverlässeg ze produzéieren.
Heizungs- a Temperaturkontrollsystemer
Effizient Heiz- a Temperaturkontrollsystemer si wesentlech fir d'Qualitéit an d'Konsistenz vu Sprëtzgussprozesser am Plastik ze erhalen. Dës Systemer garantéieren, datt de Plastikmaterial de richtege Schmelzpunkt erreecht an datt d'Formtemperatur während dem ganze Zyklus stabil bleift.
Fass Heizungen
Fass-Heizungenspillen eng entscheedend Roll beim Schmelze vu Plastikpellets op hir optimal Temperatur. Si benotze verschidde Heizzonen fir eng präzis Temperaturkontroll z'erreechen, wat fir eng eenheetlech Schmelzqualitéit essentiell ass. Eng effektiv Temperaturmanagement verbessert d'Energieeffizienz an d'Uewerflächenqualitéit vu gegossene Deeler.
- Eng korrekt Kontroll vun den Temperaturen am Fass verhënnert d'Materialverschlechterung, besonnesch bei verlängerten Openthaltszäiten.
- D'Erhalen vun enger Zil-Schmelztemperatur vun ongeféier 490°F garantéiert e konsequente Materialfluss a reduzéiert Mängel.
- Schwankungen an der Fasstemperatur kënnen d'Produktqualitéit negativ beaflossen, soudatt eng enk Iwwerwaachung essentiell ass.
Fortgeschratt Fassdesignen enthalen dacks energieeffizient Heizelementer, wat d'Betribskäschte reduzéiert an eng héich Leeschtung behält. Dës Funktiounen entspriechen modernen Produktiounspraktiken, déi Nohaltegkeet an Effizienz prioritär behandelen.
Schimmelheizungen
Formheizungen reguléieren d'Temperatur vun der Form, garantéieren eng konsequent Deelqualitéit a reduzéieren d'Zykluszäiten. D'Déckt vum Formmaterial beaflosst d'Hëtzttransferraten däitlech. Décker Sektiounen späicheren d'Hëtzt méi laang, während dënn Sektiounen méi séier ofkille kënnen. D'Upassung vun den Astellungen vun der Formheizung op Basis vun der Materialdicke verhënnert Problemer wéi Verformung a garantéiert eng gläichméisseg Temperaturverdeelung.
Wëssenschaftlech Formtechniken optimiséieren d'Leeschtung vun de Formheizungen weider. Dës Methoden miniméieren d'Startzäiten, reduzéieren d'Ofschrottquoten a verbesseren d'Prozesskonsistenz. Duerch d'Erhalen vun präzisen Formtemperaturen erreechen d'Produzenten eng méi héich Rentabilitéit an Effizienz.
Temperaturkontrollmechanismus
DenTemperaturkontrollmechanismusgarantéiert Stabilitéit a Genauegkeet beim Sprëtzprozess. Fortgeschratt Strategien, wéi z. B. justierbar Fuzzy-Kontroll vun Experten, kombinéieren traditionell PID-Kontroll mat Fuzzy-Logik fir d'Temperatur vum Fass ze optimiséieren. Dësen Usaz miniméiert Iwwerschwemmungen a Schwéngungen, wat d'Gesamtleistung vum System verbessert.
| Kontrollstrategie | Beschreiwung |
|---|---|
| Expert justierbar Fuzzy Kontroll | Kombinéiert Expert-, Fuzzy- a PID-Kontroll fir verbessert Stabilitéit a Genauegkeet. |
| PID-Kontroll | Traditionell Method ufälleg fir Iwwerschéissen a Schwéngungen. |
| Modell Prädiktiv Kontroll | Verfollegt d'Injektiounsgeschwindegkeet a verbessert d'Prezisioun a Formprozesser. |
Maschinnléiermodeller, wéi zum Beispill Random Forest Algorithmen, droen och zur Energieeffizienz bäi, andeems se Schlësselfaktoren identifizéieren, déi den Energieverbrauch beaflossen. Dës Innovatiounen erméiglechen et den Hiersteller, den Energieverbrauch mat der Qualitéit vun den Deeler auszebalancéieren, wat d'Nohaltegkeet vun de Sprëtzgussoperatiounen weider verbessert.
Hydraulesch a Kontrollunitéiten
Déi hydraulesch an d'Steierunitéite si wesentlech Komponenten vun enger Sprëtzgussmaschinn fir Plastik. Dës Systemer schaffen zesummen fir e präzise Betrib, effizient Leeschtung a ... ze garantéieren.konsequent Produktqualitéit.
Hydraulescht System
Den hydraulesche System bedreift d'Bewegung vun den Injektiouns- a Spannmechanismen. Et generéiert d'Kraaft, déi néideg ass fir geschmollte Plastik an d'Form ze injizéieren an den Spanndrock während dem Formprozess z'erhalen. Hydraulesch Pompelen, Ventiler a Zylinder bilden de Kär vun dësem System a liwweren eng kontrolléiert a verlässlech Leeschtung.
Modern hydraulesch Systemer benotzen fortgeschratt Technologien firEffizienz verbesserenVariabel Verdrängungspompelen upassen den Duerchfluss un d'Bedierfnesser vun der Maschinn un, wouduerch den Energieverbrauch reduzéiert gëtt. Zousätzlech suergen d'Proportionalventiller fir eng präzis Kontroll iwwer Drock a Fluss, wat fir eng reibungslos a präzis Beweegung suergt. Dës Eegeschafte droen dozou bäi, datt d'Maschinn héichqualitativ Deeler mat minimalem Offall produzéiere kann.
Tipp:Reegelméisseg Ënnerhalt vun hydraulesche Komponenten, wéi zum Beispill d'Kontroll op Leckagen an d'Iwwerwaachung vun der Uelegqualitéit, kann d'Liewensdauer vum System verlängeren an Ausfallzäiten vermeiden.
Kontrollpanel
De Kontrollpanel handelt als Gehir vun der Sprëtzgussmaschinn. En iwwerwaacht a reguléiert all Maschinnfunktiounen a garantéiert eng optimal Leeschtung. Ausgestatt mat Sensoren sammelt de Kontrollpanel Echtzäitdaten iwwer kritesch Parameteren wéi Temperatur, Drock a Positioun. Zum Beispill:
- Sensore moossen Temperatur an Drock a ginn Feedback doriwwer.
- Ringmembransensore garantéieren präzis Positiounsmiessunge mat Hëllef vun Dehnungsmesszellen.
Maschinnléiermodeller, déi an de Kontrollpanel integréiert sinn, verbesseren seng Méiglechkeeten weider. Dës Modeller viraussoen d'Qualitéitsparameter vun den Deeler wéi d'Fléissgrenz an de Modul, an optimiséieren d'Prozesastellungen fir konsequent Resultater. Experimentell Erkenntnisser validéieren dës Modeller andeems se virausgesot Wäerter mat tatsächlechen Resultater vergläichen, wat hir Effizienz bei der Verbesserung vun der Produktiounseffizienz bestätegt.
Déi hydraulesch an d'Steierunitéite exemplifizéieren d'Synergie vu mechaneschen an digitalen Technologien a garantéieren Präzisioun a Zouverlässegkeet a Plastik-Sprëtzgussmaschinnen.
Fütterungs- a Auswurfmechanismen
Fütterungseenheet
DenFütterungseenheetgarantéiert eng konsequent Versuergung vu Rohplastikmaterial un d'Sprëtzgussmaschinn. Si besteet typescherweis aus engem Trichter an enger Zufuhrschraube. Den Trichter späichert Plastikpellets a leet se an de Fass, wou d'Material geschmëlzt gëtt. Schwéierkraaft a kontrolléiert Schwéngungen erliichteren de reibungslosen Oflaf vun de Pellets a verhënneren Blockaden oder Ënnerbriechungen während der Produktioun.
Modern Zufuhrunitéiten enthalen dacks fortgeschratt Funktiounen wéi Materialtrocknungssystemer. Dës Systemer entfernen d'Fiichtegkeet aus de Pellets, wat entscheedend ass fir d'Schmelzqualitéit ze erhalen an Defekter am Endprodukt ze vermeiden. Zousätzlech erhéijen automatiséiert Zufuhrmechanismen d'Effizienz andeems se d'Materialversuergung mat der Betribsgeschwindegkeet vun der Maschinn synchroniséieren. Dës Synchroniséierung miniméiert Materialverschwendung a garantéiert onënnerbrach Produktiounszyklen.
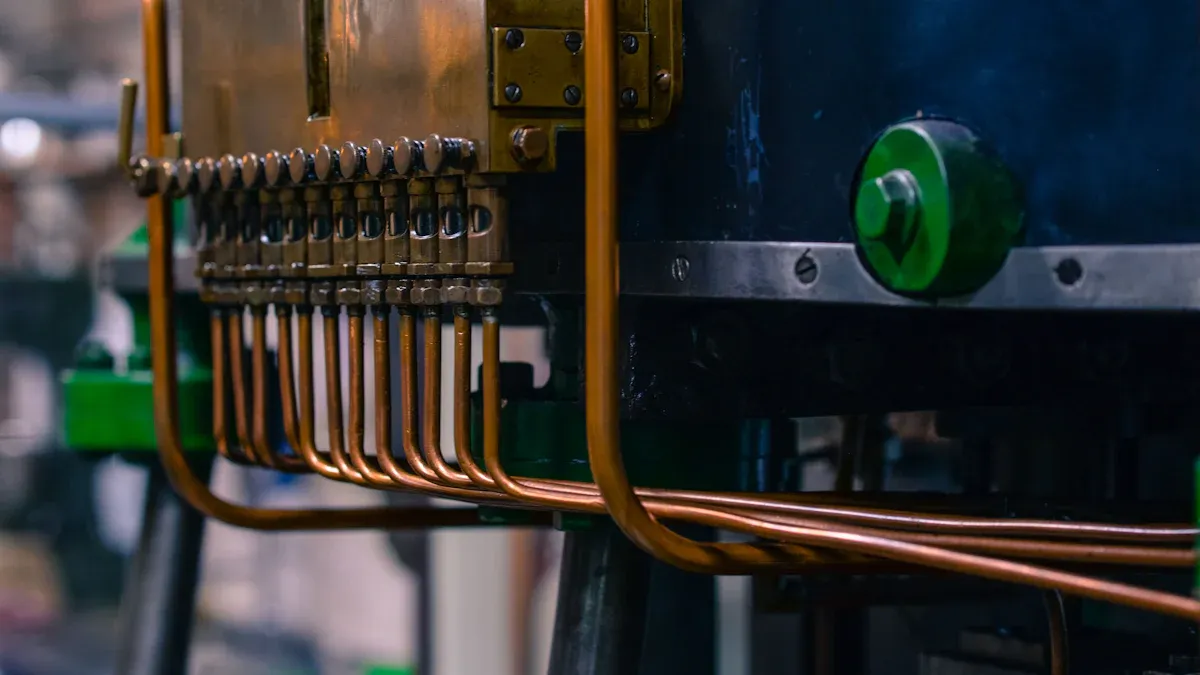
Auswurfseinheet
DenAuswurfseinheetspillt eng wichteg Roll beim Entfernen vum gegossene Stéck aus der Formhöhl no der Ofkillung. Et benotzt Auswerfstiften, Placken oder Loftstralen fir dat fäerdegt Produkt fräizesetzen ouni Schued ze verursaachen. Präzisioun beim Auswerfzäitpunkt a bei der Kraaft ass essentiell fir d'Integritéit vum gegossene Stéck ze erhalen a Mängel wéi Verformung oder Rëss ze vermeiden.
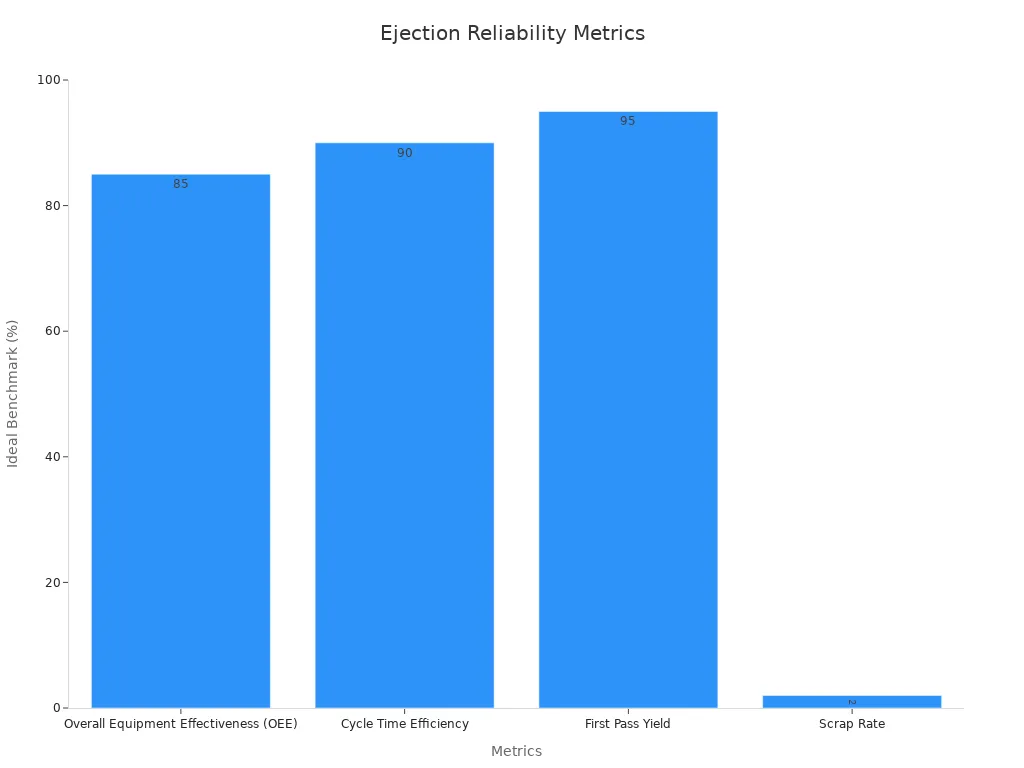
Zouverlässeg Auswerfunitéiten reduzéieren d'Ausfallzäiten am Produktiounszyklus däitlech. Metriken wéi d'Gesamt-Equipment Efficiency (OEE), d'Zykluszäiteffizienz an den First-Pass-Yield (FPY) validéieren hir Leeschtung. Zum Beispill:
| Metrik | Beschreiwung | Ideal Benchmark |
|---|---|---|
| Gesamteffizienz vun der Ausrüstung (OEE) | Miess d'Produktiounseffizienz; berechent op Basis vun Disponibilitéit, Leeschtung a Qualitéit. | ~85% |
| Zykluszäit Effizienz | Verfollegt d'Zäit fir ee Produktiounszyklus ofzeschléissen; méi kuerz Zäiten erhéijen den Duerchgank. | 90% oder méi héich |
| Éischt Duerchgangsertrag (FPY) | Prozentsaz vun de Produkter, déi beim éischte Mol richteg hiergestallt goufen; héich Wäerter weisen op effektiv Prozesser hin. | >95% |
| Schrottquote | Prozentsaz vun de Materialien, déi ewechgehäit ginn; méi niddreg Tariffer erhéijen d'Rentabilitéit. | <2% |
Fortgeschratt Auswurfsystemer integréieren Sensoren fir d'Auswurfkraaft dynamesch ze iwwerwaachen an unzepassen. Dës Innovatiounen garantéieren eng konsequent Deelqualitéit a miniméieren de Verschleis vun der Form a Maschinnkomponenten. Reegelméisseg Ënnerhalt vun der Auswurfseenheet verbessert hir Zouverlässegkeet weider a verlängert hir Liewensdauer.
Eng Sprëtzgussmaschinn fir Plastik integréiert fortgeschratt Komponenten fir eng aussergewéinlech Leeschtung ze liwweren. All Deel dréit zur Produktiounseffizienz, Qualitéit a Zouverlässegkeet bäi. D'Beherrschung vun dëse Systemer garantéiert optimal Resultater.
| Metrik | Beschreiwung |
|---|---|
| Produktiounseffizienz | Spigelt erëm erëm, wéi effektiv Réistoffer a fäerdeg Produkter ëmgewandelt ginn. |
| Schrottquote | Weist de Prozentsaz vun der Produktioun un, déi net de Qualitéitsnormen entsprécht. |
| Maschinn Ausfallzäit | Beaflosst d'Produktiounseffizienz an d'Betribskäschten, wat essentiell fir d'Rentabilitéit ass. |
D'Verständnis vun dëse Metriken ënnersträicht d'Roll vun der Maschinn fir eng konsequent, héichqualitativ Ausgab z'erreechen.
FAQ
1. Wéi eng Materialien kënnen a Plastiksprëtzgussmaschinne benotzt ginn?
Plastiksprëtzgussmaschinne veraarbechten Thermoplasten wéi ABS, Polypropylen an Nylon. Si handhaben och Ingenieursplastiken wéi Polycarbonat a PEEK.
2. Wéi beaflosst d'Temperaturkontroll d'Produktqualitéit?
Eng präzis Temperaturkontroll garantéiert eng eenheetlech Schmelzqualitéit, reduzéiert Mängel a verbessert d'Dimensiounsgenauegkeet. Si verhënnert d'Materialverschlechterung während verlängerte Veraarbechtungszyklen.
3. Wéi eng Ënnerhaltspraktiken verbesseren d'Maschinneleistung?
Reegelméisseg Schmierung, Kontroll vun den hydraulesche Systemer a Reinigung vun den Zufuhrunitéiten verhënneren Verschleiung an Ausfallzäiten. Iwwerwaachungssensore garantéieren e konsequenten Operatioun a verlängeren d'Liewensdauer vun der Maschinn.
Zäitpunkt vun der Verëffentlechung: 28. Mee 2025