

Ech vertrauen dem PVC-Päif-Schraufkugel fir d'Extrusioun, well e Premium-Legierungsstol a fortgeschratt Beschichtunge benotzt. Ech gesinn, wéi dës Eegeschafte him hëllefen, Hëtzt, Drock a Verschleiung widderstoen ze kënnen. Am Verglach mat Standardoptiounen ass e Premium-...PVC-Päif mat enger Schrauffässhält bis zu sechs Mol méi laang. Ech vertrauen och op eEenzelschrauffäss fir Blasformenan engPE-Päifextruder Eenzelschrauffässfir schwéier Aarbechten.
Material a Konstruktioun vu PVC-Päifschrauffäss fir Extrusioun

Auswiel u Premium-Legierungsstahl
Wann ech e PVC-Päifschrauf fir d'Extrusioun auswielen, konzentréieren ech mech op de Legierungsstol. De richtege Stol mécht den Ënnerscheed wat d'Haltbarkeet an d'Leeschtung ugeet. Ech vertrauen op Materialien wéi38CrMoAlA an 42CrMowell se ubiddenhéich Stäerkt a exzellent VerschleißbeständegkeetDës Stolhalter hale mat den haarde Konditioune vun der Extrusioun stand, dorënner héich Temperaturen an Drock. Ech sichen och no Fässer mat bimetallesche Beschichtungen oder Verkleedung aus Edelstol, wann ech extra Schutz géint Korrosioun duerch Chlorverbindunge vu PVC brauch.
Hei sinn e puer vun den heefegsten Legierungsstähle an hir Uwendungen:
| Legierungsstahl / Material | Schlësselcharakteristiken | Uwendung a PVC-Schrauffässer |
|---|---|---|
| AISI 4140 | Gud Stäerkt, Hëtztbehandlungsfäeg, wäit verfügbar | Standard fir déi meescht PVC-Schrauffässer |
| AISI 4340 | Méi héich Stäerkt, besser Wärmebehandlungsduerchdréngung | Benotzt fir déif Flich oder Schrauwen mat klengem Duerchmiesser |
| Nitralloy 135-M | Aluminium fir Nitréierung, verbessert Verschleißbeständegkeet | Nitréiert Uewerflächen fir eng méi laang Liewensdauer |
| 17-4 PH Edelstahl | Staark, korrosiounsbeständeg | Méi kleng Schrauwen, déi Korrosiounsbeständegkeet brauchen |
| D2 an H13 Werkzeugstähle | Héich Verschleißbeständegkeet, Hëtztbehandlungsfäeg, korrosiounsbeständeg | Héichabriebsflächen, Hülsen, Weichmacherschrauwen |
| CPM Werkzeugstahl (CPM 10V, etc.) | Iwwerleeën Abrasiouns- a Korrosiounsbeständegkeet | Gefëllte Verbindungen, laang dauerhaft Verschleißbeständegkeet |
Ech wielen d'Stolqualitéit ëmmer op Basis vun den Ufuerderunge vum Extrusiounsprozess. Héichfestigkeitslegierungen a bimetallesch Legierungen ginn mir d'Vertrauen, datt de PVC-Päifschrauf fir d'Extrusioun Joere laang bei intensiver Benotzung hält.
Fortgeschratt Uewerflächenbehandlungen an Härte
Uewerflächenbehandlunge spille eng grouss Roll bei der Haltbarkeet vu menge Schraufläufe. Ech benotzen Nitréierung fir eng haart Schicht um Stol ze kreéieren, déi bis zu 70 HRC erreeche kann. Dës Schicht ass resistent géint Verschleiung a Belaaschtung, och wann de Laf héijem Drock an Temperatur ausgesat ass. D'Verchromung gëtt eng glat Uewerfläch a reduzéiert d'Reibung, wat d'Botzen méi einfach mécht an de Schmelzfluss verbessert. Heiansdo wielen ech Bimetalllegierungen oder Wolframkarbidbeschichtungen fir eng nach méi grouss Abriebsbeständegkeet.
Tipp: Nitridéierung bildt eng Nitridschicht vun ongeféier 0,5-0,8 mm Déift, déi de Laf viru Verschleiung a Korrosioun schützt. Verchromung, normalerweis 10-50 Mikrometer Déck, hält d'Uewerfläch glat an hëlleft Materialopbau ze vermeiden.
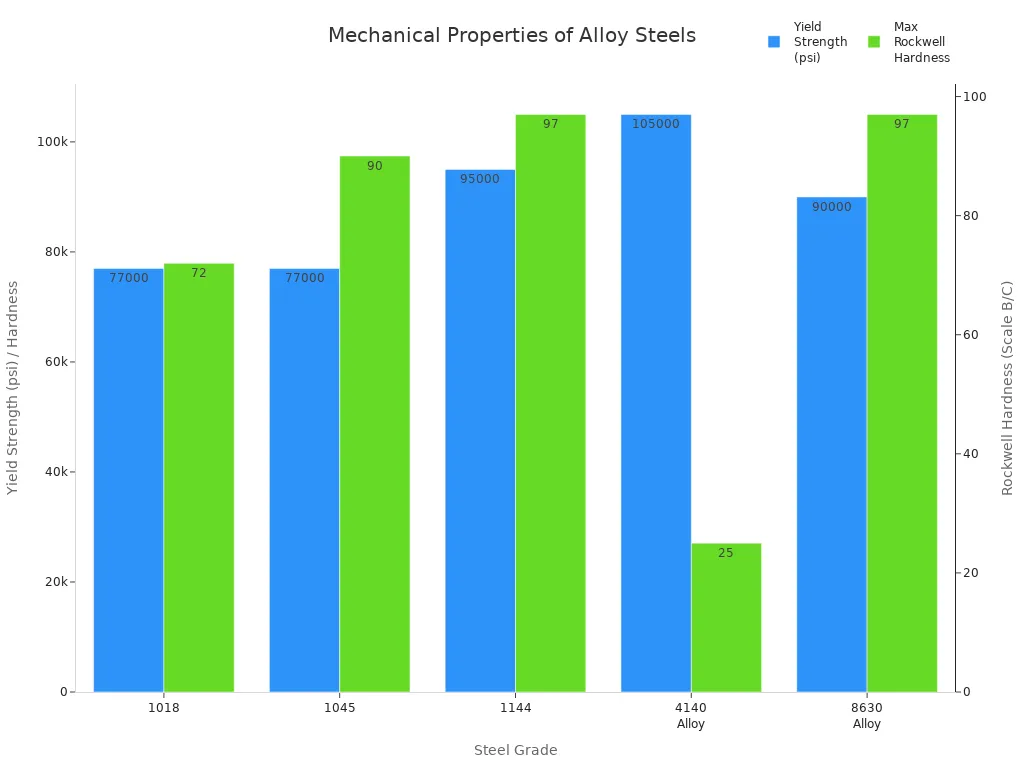
Hei ass e kuerze Bléck op déi mechanesch Eegeschafte vun de Stolz, déi ech benotzen:
| Stolqualitéit | Streckgrenz (psi) | Max Rockwell Häert (Skala) | Bemierkungen zu Eegeschaften a Gebrauch |
|---|---|---|---|
| 4140 Legierung | 60.000 – 105.000 | C20 – C25 | Robust, duktil, verschleißbeständeg |
| 17-4 PH Edelstahl | 110.000 | C40 | Staark, korrosiounsbeständeg |
| D2 Werkzeugstahl | 90.000 | C55 | Héich Verschleißbeständegkeet, korrosiounsbeständeg |
Ech passen d'Uewerflächenbehandlung ëmmer un d'Aart vu Plastik an den Zousätz un, déi ech benotzen. Sou bleift mäi PVC-Päifschrauf fir d'Extrusioun zouverlässeg an effizient.
Präzisiounsfabrikatioun a strukturell Integritéit
Präzisiounsfabrikatioun ass d'Grondlag vun engem haltbare Schrauflaf. Ech vertrauen op d'CNC-Bearbeitung, fir Toleranzen ze halen, heiansdo souguer sou präzis wéi ±0,01 mm. Dës Genauegkeet garantéiert, datt d'Schrauf an de Laf perfekt a Kontakt kommen, wat entscheedend ass fir effiziente PVC-Transport a -mëschung. Ech leeë besonnesch Opmierksamkeet op d'Schraufgeometrie - d'Schraufleitungen, d'Kanaldéift, d'Steigung an d'Kompressiounsverhältnis. Dës Funktiounen hëllefen mir, Drock an Temperatur ze kontrolléieren, fir Materialverschlechterung ze vermeiden.
- Ech benotzen Vakuum-Entlüftungssektiounen a Mëschelementer fir agefaange Gasen ze entfernen an Zousätz grëndlech ze vermëschen.
- Heizelementer a Killkanäl am Fass erlaben et mir, d'Temperaturzonen ze kontrolléieren, sou datt d'Schmëlz stabil bleift.
- Integréiert Kontrollsystemer erlaben et mir, de Prozess a Echtzäit ze iwwerwaachen an unzepassen, wouduerch d'Dimensiounsgenauegkeet erhale bleift a Feeler verhënnert ginn.
Wann ech Verschleiung oder Dimensiounsofwäichunge feststellen, reagéieren ech séier. Och kleng Ännerunge kënnen d'Transportkapazitéit an d'Weichmachungseffizienz reduzéieren, wat zu ongläiche Réierwänn oder ongeschmolzene Partikelen féiere kann. Duerch d'Prezisioun suergen ech dofir, datt mäi PVC-Réierschrauf fir d'Extrusioun eng konsequent Qualitéit an eng laang Liewensdauer bitt.
Design- a Betribsvirdeeler vu PVC-Päifschrauffässer fir Extrusioun

Optiméiert Schraufgeometrie a gläichméisseg Zufuhr
Wann ech e PVC-Päif-Schraufschlauch fir d'Extrusioun auswielen, leeë ech besonnesch Opmierksamkeet op d'Schraufgeometrie. De richtegen Design hëlleft mir eng reibungslos an eenheetlech Zufuhr vu PVC-Material z'erreechen. Ech sichen no Funktiounen, déi effizienten Transport a Vermëschung ënnerstëtzen. Hei sinn e puer wichteg Designelementer, déi ech berécksiichtegen:
- Déif Flich a Kanäl am Förderband beweegen d'Material séier ouni ze vill Scherung ze verursaachen.
- D'Kanaldéift hëlt vun der Förderzon bis an d'Doséierzon of, wat d'Schmëlzen an d'Mischen ausbalancéiert.
- E méi grousse Fluchpitch beweegt méi Material mat manner Kraaft, während Réckwärtselementer hëllefen, de Floss ze kontrolléieren an d'Mëschung ze verbesseren.
- D'Zufuhrsektioun hält de Material fléissend a verhënnert Blockaden.
- D'Kompressiounssektioun schmëlzt a vermëscht de PVC, andeems se d'Hëtzt vun der Reibung benotzt.
- D'Dosiersektioun garantéiert eng stänneg Ausgab vu geschmolltem Material.
Ech suergen ëmmer dofir, datt d'Schraufgeometrie den Eegeschafte vum PVC an den Ufuerderunge vum Extrusiounsprozess entsprécht. Dësen virsiichtegen Design hëlleft mir Mängel ze vermeiden an hält de Materialfloss stabil.
Wann ech Verschleiung un der Schrauf feststellen, reagéieren ech séier. Och kleng Ännerungen an der Geometrie kënnen zu engem ongläiche Floss a Mängel am fäerdege Rouer féieren. Indem ech d'Schrauf a beschter Form halen, erhalen ech eng héichqualitativ Extrusioun a reduzéieren Offall.
Integréiert Heiz- a Killsystemer
Eng präzis Temperaturkontroll ass essentiell fir staark a konsequent PVC-Päifen ze produzéieren. Ech vertrauen op fortgeschratt Heiz- a Killsystemer, déi an de Schrauflaf integréiert sinn. Dës Systemer hëllefen mir, d'Temperatur an all Phas vun der Extrusioun genau richteg ze halen.
| Systemtyp | Beschreiwung | Applikatiounskontext |
|---|---|---|
| Heizungssystem | Elektresch Heizmethoden, wéi Induktiouns- a Widderstandsheizung, déi baussent dem Fass ugewannt ginn | Liwwert d'Hëtzt, déi néideg ass fir PVC ze schmëlzen |
| Killsystem | Waasser- oder Loftkillsystemer; Loftkillung fir kleng Extruder, Waasser fir méi grouss | Verhënnert Iwwerhëtzung a stabiliséiert d'Temperatur |
Ech benotze Temperatursensore fir de Prozess a Echtzäit ze iwwerwaachen. Automatiséiert Kontrollen upassen d'Heizung an d'Ofkillung no Bedarf. Dës Konfiguratioun hält d'Schmelztemperatur konstant, wat wichteg ass fir d'Qualitéit vun de Päifen an d'Dimensiounsgenauegkeet.
- D'Temperaturkontroll an all Zon garantéiert datt de PVC komplett a gläichméisseg schmëlzt.
- Déi richteg Temperatur vun der Matrize verhënnert datt d'Päif ze séier duerchhängt oder fest gëtt.
- Killsystemer hëllefen dem Rouer seng Form ze behalen an d'intern Spannung ze reduzéieren.
Mat dëse Systemer kann ech mech séier un Ännerungen upassen a Mängel wéi ongläich Maueren oder rauh Uewerflächen vermeiden.
Widderstand géint Verschleiung, Korrosioun an héijem Drock
De PVC-Päifschrauffäss fir d'Extrusioun steet fir haart Konditiounen. Ech wielen Fässer aus spezielle Legierungen a mat fortgeschrattene Beschichtungen, fir Verschleiung a Korrosioun ze widderstoen. D'PVC-Veraarbechtung kann Salzsäure fräisetzen, déi normal Stol ugräift. Fir dëst ze verhënneren, benotzen ech bimetallesch Fässer mat nickelräiche Beschichtungen an haarde Beschichtungen wéi Wolframkarbid.
- Haftungsverschleiung geschitt wann Metalldeeler géinteneen reiwen.
- Abrasiv Verschleiung kënnt vu Fëllstoffer wéi Glasfaseren oder Mineralstoffer am PVC.
- Korrosive Verschleiss gëtt duerch Chemikalien verursaacht, déi während der Veraarbechtung fräigesat ginn.
Ech suergen och dofir, datt d'Material vun der Schrauf an dem Laf iwwereneestëmmen. Dëst verhënnert Problemer duerch ënnerschiddlech Expansiounsraten beim Erhëtzen. Reegelméisseg Kontrollen an Ënnerhalt hëllefen mir, Verschleiung fréi ze erkennen a grouss Reparaturen ze vermeiden.
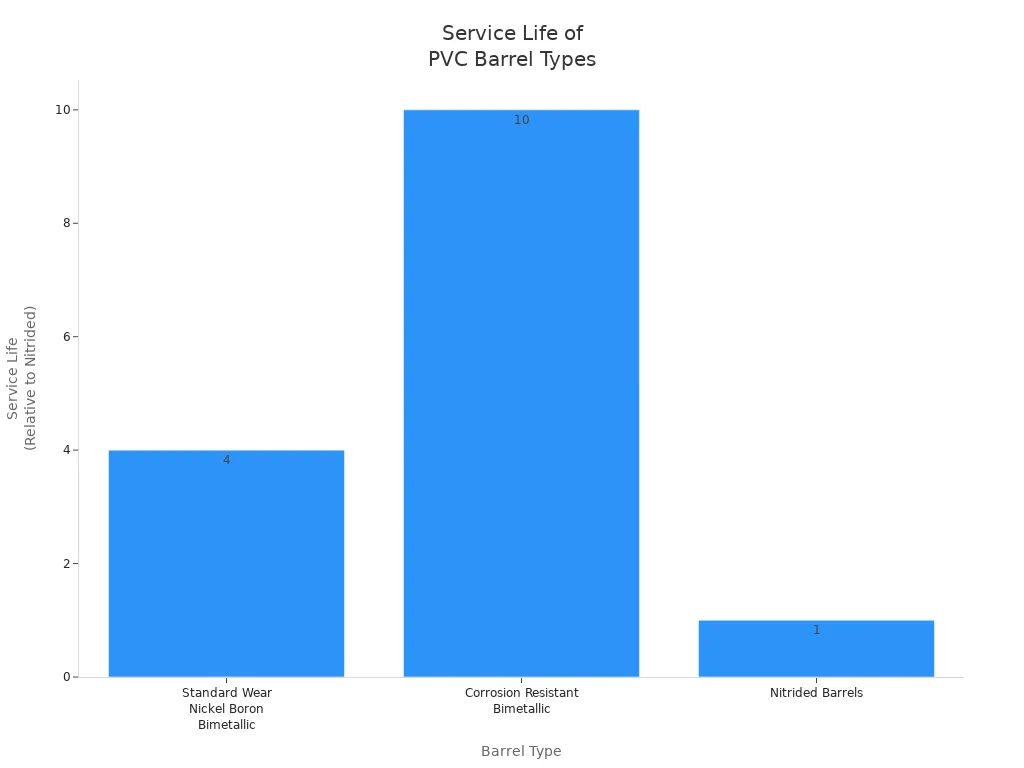
| Fasstyp | Verschleißbeständegkeet | Korrosiounsbeständegkeet | Liewensdauer am Verglach mat nitréierte Fässer |
|---|---|---|---|
| Standard Verschleiss Néckel Bor Bimetall | Excellent Abrasiounsbeständegkeet | Mëttelméisseg Korrosiounsbeständegkeet | Op d'mannst 4 Mol méi laang |
| Korrosiounsbeständeg Bimetall | Excellent Verschleißbeständegkeet | Excellent géint HCl a Säuren | Iwwer 10 Mol méi laang an korrosiven Atmosphären |
| Nitréiert Fässer | Héich Uewerflächenhärte | Schlecht Korrosiounsbeständegkeet | Basislinn (1x) |
Duerch d'Benotzung vun dëse Materialien an Designen verlängeren ech d'Liewensdauer vu menger Ausrüstung a garantéieren eng reibungslos Laf vun der Produktioun, och ënner héijem Drock a mat abrasive Materialien.
Konsequent Extrusiounsqualitéit a verlängert Liewensdauer
Ech weess, datt eng konsequent Qualitéit bei der Produktioun vu PVC-Päifen de Schlëssel ass. Ech iwwerwaachen wichteg Parameteren wéi Temperatur, Drock a Geschwindegkeet, fir de Prozess stabil ze halen. Ech benotze Präzisiounsinstrumenter, fir d'Dimensioune vum Päif ze kontrolléieren an no Uewerflächendefekter ze sichen. Automatiséiert Systemer hëllefen mir, Problemer fréi z'erkennen an de Prozess op der Streck ze halen.
- Ech verfollegen d'Ausgabvolumen, d'Defektraten an den Energieverbrauch fir d'Leeschtung ze moossen.
- Reegelméisseg Ënnerhalt an Ausriichtungskontrollen hëllefen mir Ausfallzäiten ze vermeiden.
- Haltbar Schrauffässer mat bimetallesche Beschichtunge reduzéieren d'Frequenz, wéi dacks ech fir Reparaturen ophale muss.
Wann ech an eng héichwäerteg PVC-Päifschrauf fir d'Extrusioun investéieren, gesinn ech manner Pannen a manner Offall. Meng Ënnerhaltskäschte ginn erof, an ech kann recycléiert Materialien méi einfach veraarbechten. Ech bemierken och e méi niddrege Energieverbrauch, well d'Ausrüstung méi effizient leeft.
No menger Erfahrung féieren dës Virdeeler zu bedeitende Käschtenerspuernisser a méi héijer Produktivitéit. Ech kann Liwwerfristen anhalen a meng Clienten zefridden halen.
Ech investéieren an e PVC-Päifschrauffuß fir d'Extrusioun, well en eng laang dauerhaft Leeschtung a konsequent Päifqualitéit liwwert.
- Modular Fassdesignen a fortgeschratt Materialien reduzéieren Ausfallzäiten a Wartungskäschten.
- Reegelméisseg Inspektiounen a richteg Beschichtungen hëllefen mir, d'Industrienormen z'erfëllen.
| Virdeel | Resultat |
|---|---|
| Héich Haltbarkeet | Méi niddreg operationell Käschten |
| Fortgeschratt Technologie | Verbessert Clientzefriddenheet |
FAQ
Wéi ënnerhalen ech meng PVC-Päifschrauffäs fir d'Extrusioun?
Ech botzen de Laf reegelméisseg. Ech kontrolléieren op Verschleiung a Korrosioun. Ech tausche verschleeë Deeler séier aus. Ech benotzen recommandéiert Schmiermëttel an iwwerwaachen d'Temperaturastellungen.
Tipp: Plan all Mount Inspektiounen fir fréi Zeeche vu Verschleiung z'entdecken.
Wéi eng Uewerflächenbehandlung funktionéiert am beschten fir héichabrasiv PVC-Extrusioun?
Ech léiwer Nitréierung fir déi meescht Aarbechten. Ech benotze Bimetall- oder Wolframkarbidbeschichtungen, wann ech abrasiv Verbindungen veraarbechten. Dës Behandlungen verlängeren d'Liewensdauer a si méi haltbar.
Kann ech d'Schraufgeometrie fir verschidden PVC-Päifgréissten personaliséieren?
Ech schaffen mat Hiersteller zesummen fir se unzepassenSchraufdurchmesser, Steigung a Fluchdéift. Eng personaliséiert Geometrie hëlleft mir, optimal Schmelzfluss an eng konsequent Päifqualitéit fir all Gréisst z'erreechen.
| Optioun fir d'Personaliséierung | Virdeel |
|---|---|
| Duerchmiesser | Passt der Päifdicke un |
| Spillplaz | Kontrolléiert de Materialfloss |
| Fluchdéift | Verbessert d'Mëschqualitéit |

Zäitpunkt vun der Verëffentlechung: 27. August 2025